-
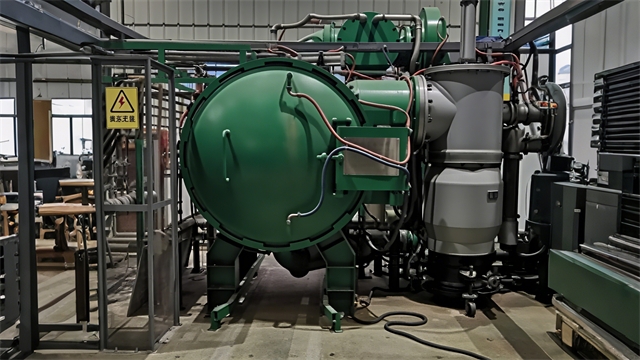 河南實驗室真空熱處理爐
河南實驗室真空熱處理爐真空熱處理爐熱處理過程中的聲發(fā)射監(jiān)測與缺陷診斷:聲發(fā)射監(jiān)測技術(shù)為真空熱處理過程的質(zhì)量控制提供了實時檢測手段。在真空熱處理爐內(nèi)安裝高靈敏度聲發(fā)射傳感器,可捕捉材料內(nèi)部微觀缺陷(如裂紋萌生、擴展,相變應(yīng)力釋放等)產(chǎn)生的彈性波信號。通過對聲發(fā)射信號的頻率、幅值、能量等特征參數(shù)分析,結(jié)合機器學(xué)習(xí)算法,能夠準確判斷缺陷的類型、位置和嚴重程度。在模具鋼的真空淬火過程中,聲發(fā)射監(jiān)測系統(tǒng)可提前檢測到裂紋萌生,避免廢品產(chǎn)生。同時,該技術(shù)還可用于評估熱處理工藝的合理性,通過分析聲發(fā)射信號的變化規(guī)律,優(yōu)化加熱速率、保溫時間等參數(shù),提高材料的綜合性能。真空熱處理爐的快速冷卻技術(shù)結(jié)合水冷+風(fēng)冷雙模式,降溫速率達250℃...
-
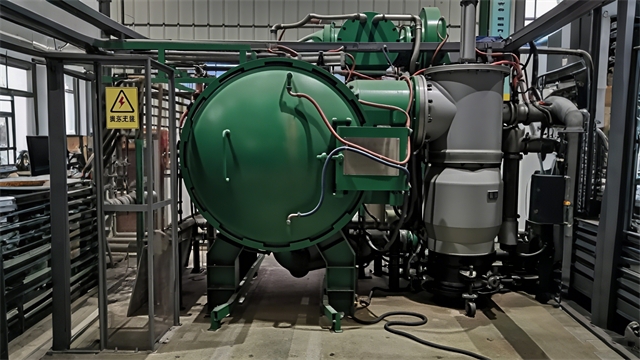
 廣西真空熱處理爐結(jié)構(gòu)
廣西真空熱處理爐結(jié)構(gòu)真空熱處理爐的智能化控制系統(tǒng):智能化控制系統(tǒng)明顯提升了真空熱處理的自動化水平。系統(tǒng)集成 PLC 控制器和工業(yè)觸摸屏,支持多段工藝曲線編程,可存儲 200 組以上工藝參數(shù)。通過物聯(lián)網(wǎng)模塊實現(xiàn)設(shè)備遠程監(jiān)控,操作人員可實時查看爐內(nèi)壓力、溫度、氣體流量等數(shù)據(jù),并遠程調(diào)整工藝參數(shù)。故障診斷系統(tǒng)利用機器學(xué)習(xí)算法分析傳感器數(shù)據(jù),可提前 48 小時預(yù)測真空泵故障、加熱元件損壞等潛在問題,準確率達 92%。在汽車零部件熱處理中,智能化系統(tǒng)使生產(chǎn)效率提高 30%,產(chǎn)品不良率從 5% 降至 1.5%,同時實現(xiàn)能源消耗的精細化管理,單位產(chǎn)品能耗降低 18%。真空熱處理爐的真空泵油更換周期延長至2000小時,降低維護成...
-
 云南真空熱處理爐設(shè)備
云南真空熱處理爐設(shè)備真空熱處理爐熱處理過程中的相場模擬與工藝預(yù)研:相場模擬技術(shù)為真空熱處理工藝研發(fā)提供了數(shù)字化手段。通過建立包含熱力學(xué)、動力學(xué)參數(shù)的相場模型,可在計算機中模擬材料在真空環(huán)境下的相變過程,直觀呈現(xiàn)晶粒生長、相變產(chǎn)物分布等微觀演變。以鋁合金的時效處理為例,模擬結(jié)果顯示,在 10?? Pa 真空度、180℃時效溫度下,析出相的尺寸和分布與實驗結(jié)果高度吻合。基于模擬數(shù)據(jù),可優(yōu)化工藝參數(shù),如將時效時間從傳統(tǒng)的 8 小時縮短至 5 小時,同時保證材料強度和韌性達到平衡。相場模擬還可用于探索新工藝,預(yù)測不同真空度、溫度曲線對材料性能的影響,將工藝研發(fā)周期縮短約 30%。真空熱處理爐的真空系統(tǒng)配置冷阱,捕集效率提...
2025-06-25 -
 廣東真空熱處理爐操作規(guī)程
廣東真空熱處理爐操作規(guī)程真空熱處理爐在核反應(yīng)堆材料處理中的特殊應(yīng)用:核反應(yīng)堆用材料需滿足極高的安全性和穩(wěn)定性要求,真空熱處理成為關(guān)鍵工藝。對于核級不銹鋼,在 10?? Pa 超高真空環(huán)境下進行退火處理,可有效去除材料中的氫、氦等放射性氣體雜質(zhì),防止輻照脆化。在鋯合金包殼管的制造中,采用真空熱等靜壓工藝,在 1100℃、150 MPa 條件下消除內(nèi)部微觀缺陷,使材料的抗腐蝕性能提高 40%。此外,真空熱處理還用于核廢料處理,通過高溫熔鹽電解與真空蒸餾結(jié)合,實現(xiàn)放射性金屬的分離和回收,該技術(shù)使核廢料的體積減少 60%,為核工業(yè)的可持續(xù)發(fā)展提供支持。真空熱處理爐內(nèi)的加熱元件,對處理質(zhì)量有何影響?廣東真空熱處理爐操作規(guī)程真空...
2025-06-25 -
 安徽真空熱處理爐生產(chǎn)商
安徽真空熱處理爐生產(chǎn)商真空熱處理爐與真空釬焊爐的工藝交叉融合分析:真空熱處理爐與真空釬焊爐在工藝原理和設(shè)備結(jié)構(gòu)上存在一定共性,二者的交叉融合為復(fù)雜零部件的制造提供了創(chuàng)新解決方案。在航空發(fā)動機燃燒室部件制造中,先利用真空釬焊爐將不同材料的零件(如高溫合金與陶瓷基復(fù)合材料)進行精密連接,形成組件。然后將組件放入真空熱處理爐中,進行整體的固溶時效處理,消除釬焊過程產(chǎn)生的殘余應(yīng)力,同時改善材料的力學(xué)性能。這種工藝融合提高了零部件的連接強度和可靠性,還簡化了工藝流程,減少了因多次裝夾和處理帶來的誤差。與單獨進行釬焊和熱處理相比,采用交叉融合工藝制造的零部件,其疲勞壽命提高 2 - 3 倍,滿足了航空航天等領(lǐng)域?qū)α悴考咝阅艿?..
2025-06-25 -
 福建真空熱處理爐公司
福建真空熱處理爐公司真空熱處理爐的磁控濺射 - 熱處理一體化工藝:磁控濺射 - 熱處理一體化工藝實現(xiàn)了材料表面改性與整體性能優(yōu)化的結(jié)合。在真空爐內(nèi),先利用磁控濺射技術(shù)在金屬表面沉積功能涂層,如 TiN、CrN 等硬質(zhì)涂層,涂層厚度可精確控制在 0.5 - 3μm。沉積完成后,立即進行真空熱處理,在 400 - 600℃下保溫 1 - 2 小時,使涂層與基體發(fā)生原子擴散,形成牢固的冶金結(jié)合。在刀具制造中,采用該工藝處理的刀具,涂層結(jié)合強度從常規(guī)的 30 N 提升至 60 N,耐磨性提高 5 倍,切削壽命延長 300%。一體化工藝減少了工序間的污染風(fēng)險,提高了生產(chǎn)效率和產(chǎn)品質(zhì)量穩(wěn)定性。真空熱處理爐的爐膛壓力調(diào)節(jié)范圍擴...
-
 廣西真空熱處理爐哪家好
廣西真空熱處理爐哪家好真空熱處理爐的新型隔熱保溫結(jié)構(gòu)設(shè)計:新型隔熱保溫結(jié)構(gòu)設(shè)計明顯提升了真空熱處理爐的熱效率。采用多層復(fù)合隔熱材料體系,內(nèi)層為納米氣凝膠氈,其導(dǎo)熱系數(shù)低至 0.012W/(m?K),有效阻擋熱輻射;中間層為陶瓷纖維毯與真空絕熱板交替疊加,形成高效的熱阻層;外層采用鍍鋁反射膜,進一步減少熱量散失。通過優(yōu)化隔熱層的厚度和結(jié)構(gòu),使爐體外壁溫度在 1200℃高溫運行時保持在 50℃以下,熱損失降低 65%。同時,新型結(jié)構(gòu)采用模塊化裝配設(shè)計,便于安裝和更換,維修時間縮短 50%。在連續(xù)式真空熱處理生產(chǎn)線中,應(yīng)用該隔熱保溫結(jié)構(gòu)后,每年可節(jié)約天然氣消耗 30 萬立方米,經(jīng)濟效益明顯。真空熱處理爐的硬質(zhì)合金鈷揮發(fā)損...
2025-06-25 -
 上海真空熱處理爐供應(yīng)商
上海真空熱處理爐供應(yīng)商真空熱處理爐的柔性溫度場控制技術(shù):柔性溫度場控制技術(shù)打破了傳統(tǒng)熱處理爐溫度分布固定的局限。采用分布式加熱元件和智能溫控模塊,將爐內(nèi)劃分為 16 - 32 個單獨控溫區(qū)域,每個區(qū)域可根據(jù)工藝需求設(shè)定不同的溫度曲線。利用紅外熱成像與計算流體力學(xué)(CFD)結(jié)合的實時監(jiān)測系統(tǒng),獲取爐內(nèi)溫度場的三維分布數(shù)據(jù),并通過反饋控制算法動態(tài)調(diào)整各區(qū)域加熱功率。在處理形狀復(fù)雜的航空結(jié)構(gòu)件時,該技術(shù)可使零件不同部位的溫度差控制在 ±2℃以內(nèi),避免因溫度不均導(dǎo)致的變形和性能差異。與傳統(tǒng)熱處理相比,柔性溫度場控制使大型構(gòu)件的熱處理合格率從 78% 提升至 95%。模塊化設(shè)計的真空熱處理爐支持快速更換模具,適應(yīng)多品種小批量...
2025-06-25