張家港光闌片超快激光皮秒飛秒激光加工激光打孔微孔
常州光啟激光技術有限公司是一家專業從事工業激光技術服務類的公司,服務類型包括光纖,CO2,端泵,MOPA,紫外納秒,紅外皮秒玻璃切割,紫外皮秒超快激光設備生產,銷售與技術服務!常規激光打標機,金屬打黑激光設備,便于追溯,對接MES系統;紫外皮秒激光打標,應對鹽霧測試要求;透光塑料件油漆激光雕刻;3D曲面激光雕刻,打標,浮雕,深雕,模具精細文字雕刻。視覺定位激光打標,流水線激光打標,旋轉激光雕刻。紫外納秒激光切割薄膜,打孔,PET,PI膜,音膜,振膜,眼鏡偏光膜激光切割,切孔。皮秒超快激光精密加工,由于其非常高的加工精度和極小的熱影響,可以廣泛應用于電子器件、微納機械、生物醫學等領域,它可以實現各種形狀的加工,包括微孔、微型結構、微槽、微凸臺,劃線,狹縫,蝕刻,微織構,切膜,玻璃激光開槽,微結構,親疏水實驗測試等,可以處理各種材料,如金屬、塑料、陶瓷和光學玻璃等。全自動激光加工狹縫片遮光片光闌片光柵片皮秒飛秒科研實驗。張家港光闌片超快激光皮秒飛秒激光加工激光打孔微孔
超快激光皮秒飛秒激光加工
在聚合物材料的切膜應用中,皮秒激光的工藝優化至關重要。不同類型的聚合物材料對激光能量的吸收和響應特性存在差異,需要對皮秒激光的參數進行精細調整。例如在切割聚酰亞胺薄膜時,通過優化皮秒激光的脈沖能量、重復頻率和掃描速度等參數,可以實現高質量的切割效果。合適的脈沖能量能夠確保薄膜材料迅速氣化或升華,而不至于過度燒蝕;恰當的重復頻率和掃描速度則能夠控制切割的效率和精度。同時,采用輔助氣體等手段,可以有效***切割過程中產生的碎屑,提高切割表面的質量。經過工藝優化,皮秒激光能夠在聚合物材料切膜應用中,滿足不同行業對薄膜切割尺寸精度、邊緣質量等方面的嚴格要求 。河南超薄SMT鋼網超快激光皮秒飛秒激光加工表面微織構加工入射狹縫片科研用掩膜版金屬光柵片開槽超薄狹縫激光切割打盲孔。
加工原理皮秒和飛秒激光具有極短脈沖寬度,能在瞬間將能量高度集中于薄陶瓷微小區域,使材料在極短時間內吸收能量,發生氣化、等離子體化等過程,實現材料去除,完成切割、打孔、開槽操作。這種超短脈沖作用極大減少了對周圍材料的熱影響區域。切割加工在薄陶瓷切割中,激光束**聚焦于陶瓷表面,沿著預設路徑掃描。憑借高能量密度,可快速切斷陶瓷,切縫狹窄且整齊,邊緣質量高,無明顯崩邊、裂紋等缺陷。能滿足各種復雜形狀切割需求,無論是精細圖案還是異形輪廓都能精確完成。打孔加工對于打孔,聚焦的激光束垂直作用于薄陶瓷表面,瞬間能量釋放使材料逐層去除,形成高精度小孔。孔徑可精細控制,從微米級到毫米級均可實現,孔壁光滑,圓度好,適用于需要微孔的應用場景。開槽加工開槽時,激光以特定功率和掃描速度在陶瓷表面往復掃描,開出寬度均勻、深度可控的槽。槽壁平整度高,能滿足電子封裝、微流控芯片等對開槽精度要求高的領域,確保與其他部件的精確配合。薄陶瓷皮秒飛秒激光加工技術以其獨特優勢,在現代制造業中為薄陶瓷加工提供了解決方案,助力相關產業提升產品性能與質量。
飛秒激光在切割薄膜時能體現出較高的精度。例如,在加工碳納米管薄膜微孔時,分析了激光參數對材料加工結果的影響規律。結果表明,波長為515nm的飛秒激光更適合用于碳納米管薄膜的切割,在推薦的工藝參數下可獲得良好的切割質量3。在對Tedlar復合材料-鋁薄膜(厚度為2μm)進行表面飛秒激光刻蝕時,當激光輸出功率為4.0W、光斑直徑為40μm和掃描速率為500mm/s的工藝條件下,鋁膜圖形激光刻蝕后尺寸精度及相對位置精度均優于10μm,滿足技術要求。并且研究發現,單位時間內極多數量飛秒激光脈沖的積累作用,使得鋁膜表面的作用區域溫度在極短時間內快速升高并超過鋁的熔點和氣化溫度,表面鋁膜**終被刻蝕去除。但當激光功率增大到5.5W時,界面處溫度達到了513.19K,超過了基底Tedlar材料的最高使用溫度,并在基底材料表面燒蝕產生點坑;當掃描速度從350mm/s增大至600mm/s時,出現的間斷點尺寸從1.2μm增大到2.7μm,造成激光刻蝕加工尺寸誤差高于10μm11。超快激光,皮秒飛秒激光加工,激光減薄,蝕刻,打孔開槽,微結構皮秒飛秒激光加工。
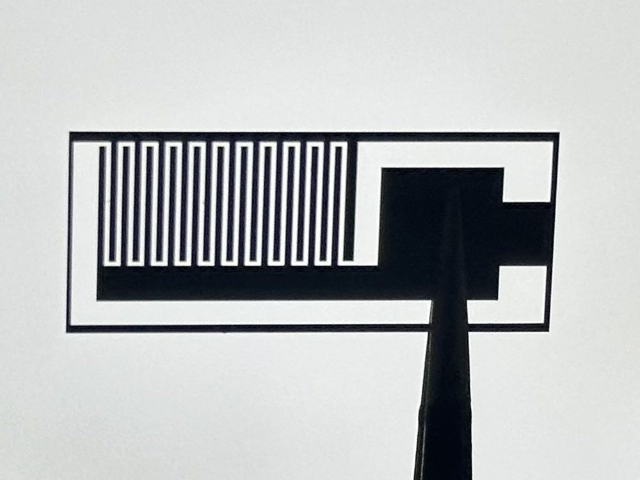
微光學元件在光通信、光學成像等領域發揮著重要作用,飛秒激光開槽微槽技術為微光學元件制造開辟了新的途徑。利用飛秒激光能夠在光學材料上精確制作微槽結構,這些微槽可以作為光波導、光柵等微光學元件的關鍵組成部分。例如在制作集成光學芯片中的光波導微槽時,飛秒激光能夠精確控制微槽的寬度、深度和形狀,保證光波在其中的低損耗傳輸。飛秒激光開槽微槽技術具有高精度、高分辨率的特點,能夠實現微光學元件的小型化、集成化制造,滿足光通信系統對高性能、緊湊型微光學元件的需求,在未來光電子技術發展中具有廣闊的應用前景 。半導體硅片激光切割劃片 硅晶圓打孔刻槽 皮秒飛秒激光加工 無崩邊。張家港光闌片超快激光皮秒飛秒激光加工激光打孔微孔
皮秒飛秒激光加工5um以上狹縫 光闌片 狹縫片劃槽 切割工藝。張家港光闌片超快激光皮秒飛秒激光加工激光打孔微孔
激光加工中,我們常聽到納秒激光、皮秒激光、飛秒激光等不同種類的激光。那么,這些激光究竟有何區別呢?要解答這個問題,我們首先需要弄清楚時間單位之間的換算關系。納秒(ns)=10^-9秒皮秒(ps)=10^-12秒飛秒(fs)=10^-15秒在深入探討時間單位后,我們了解到飛秒激光以其極短的脈沖特性在激光加工領域獨樹一幟。近年來,超短脈沖激光加工技術取得了***進展,為工業生產帶來了**性的變化。超短脈沖激光的重要性盡管人們很早就開始嘗試利用激光進行微加工,但長脈沖激光的高熱量輸出一直是一個難以克服的問題。由于激光束的焦點尺寸有限,材料在加工過程中受到的熱沖擊不可避免,這限制了加工的精度。為了解決這一問題,科研人員致力于研發更短的脈沖激光技術。當激光的脈沖時間縮短至皮秒量級時,其加工效果發生了質的飛躍。隨著脈沖能量的急劇增加,高功率密度足以剝離材料表面的外層電子。由于激光與材料的相互作用時間極短,離子在將能量傳遞給周圍材料之前就被燒蝕掉,從而避免了熱影響。這種“冷加工”技術顯著提高了加工質量,使得短與超短脈沖激光器在工業生產中得到了廣泛應用。張家港光闌片超快激光皮秒飛秒激光加工激光打孔微孔
- 天津光闌片超快激光皮秒飛秒激光加工激光狹縫 2025-06-06
- 南通紅外皮秒激光打標 打黑色激光切割機激光打標機 2025-06-06
- 溫州紫外納秒精細打標激光切割機激光深雕模具雕刻 2025-06-06
- 湖南超薄SMT鋼網超快激光皮秒飛秒激光加工表面親疏水 2025-06-05
- 杭州掩膜板皮秒激光切割機微納加工 2025-06-05
- 上海3D曲面激光打標精細激光打標鐳雕雕刻激光打標機 2025-06-05
- 江蘇精密滑臺XY軸激光打標精細激光打標鐳雕雕刻激光打標機 2025-06-05
- 合肥聚酰亞胺薄膜超快激光皮秒飛秒激光加工表面微織構加工 2025-06-05
- 工業園區3D曲面激光打標精細激光打標鐳雕雕刻激光打標清洗 2025-06-05
- 太倉PET膜PI膜超快激光皮秒飛秒激光加工激光劃線 2025-06-05
- 遼寧精品銅球閥定制 2025-06-06
- 河北往復回轉振動盤哪里有 2025-06-06
- 寧夏個性化無油壓縮機推薦廠家 2025-06-06
- 蚌埠高壓廂式隔膜壓濾機報價 2025-06-06
- 湖南空調工業設備維修有幾種 2025-06-06
- 梁溪區常規床內園磨床 2025-06-06
- 福建耐磨防腐修復商家 2025-06-06
- 海南抗風浪網箱 2025-06-06
- 江西蓄電池動力升降平臺供應 2025-06-06
- 煤礦機械油缸怎么用 2025-06-06