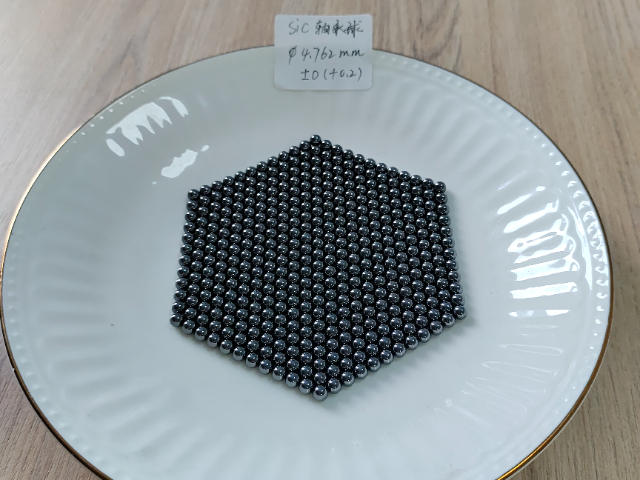
碳化硅陶瓷球
技術創新驅動行業升級陶瓷球行業正經歷技術迭代與工藝革新。3D 打印技術的應用使復雜結構陶瓷球的制造成為可能,佳能公司采用 SLM 技術生產的氧化鋁球,孔徑精度達 ±5μm,壁厚控制在 0.4mm 以內。納米涂層技術通過在陶瓷球表面沉積氮化鈦(TiN),使耐磨性提升 3 倍,同時賦予其抗腐蝕和自潤滑特性。數字化生產方面,MES 系統的普及使陶瓷球的生產周期縮短 30%,良品率從 92% 提升至 97%。此外,碳氮化鈦基金屬陶瓷球的研發成功,使材料的抗彎強度突破 1800MPa,硬度達 90HRA,為極端工況應用開辟了新方向高性能、高精度的陶瓷球,順應市場趨勢,成為各領域材料應用的熱門方案。碳化硅陶瓷球
未來發展趨勢展望未來十年,陶瓷球行業將呈現三大發展趨勢:一是材料復合化,如鋯鋁復合陶瓷球結合高硬度與高韌性,滿足極端工況需求;二是制造智能化,數字孿生技術和 AI 質量控制系統將使生產效率提升 50%;三是應用多元化,陶瓷球將在量子計算、深海探測等新興領域實現突破。預計到 2030 年,全球陶瓷球市場規模將達 90 億美元,其中新能源汽車、半導體和環保領域貢獻 60% 以上的增長。中國企業憑借技術積累和政策支持,有望在**市場占據 40% 份額,成為全球陶瓷球產業的重要力量。湖南陶瓷球批量定制氮化硅陶瓷球在高速列車軸承中應用,轉速提升至 4 萬轉 / 分鐘,保障運行穩定性。

支持1-60mm直徑全規格定制,滿足多場景需求:小尺寸球體(1-5mm)用于精密儀器軸承,大尺寸球體(30-60mm)適配重型機械耐磨襯板19。針對特殊工況開發增韌配方,如添加氧化鋯微粉提升抗沖擊性,使破損率從行業平均5%降至1%以下。2024年上海國際陶瓷展展出的異形結構件(如噴砂嘴、密封環),進一步擴展在航天噴嘴、防彈裝甲等**領域的應用。針對水泥行業“破球”與“減產”難題,美琪林提出四維方案:① 配料添加氧化鋯增韌;② 推薦壓制法成型降低內部缺陷;③ 規避球磨機沖擊粉碎倉部署;④ 裝磨時“先加料后加球”緩沖落差沖擊。該方案使陶瓷球破損率從8%降至1.5%,并通過補鋼球倉填充率(H/Di比0.55-0.60)維持產量穩定4。某水泥集團應用后年節電超200萬千瓦時,綜合效益提升300萬元/年。
國際競爭與國產化進程全球陶瓷球市場呈現 “**壟斷、中低端競爭” 的格局。日本東芝陶瓷、美國 Norton 等企業掌控著 90% 以上的**市場份額,而中國企業在中低端領域占據主導地位。近年來,國內企業通過技術突破逐步實現進口替代:中材高新的熱等靜壓氮化硅球性能達到國際 Ⅰ 級標準,產品出口率從 2023 年的 30% 提升至 2024 年的 55%;力星股份與中科院合作開發的 G3 級陶瓷球,已進入特斯拉、比亞迪的供應鏈體系。預計到 2027 年,國產**陶瓷球的市場份額將突破 30%,打破國外長期壟斷。陶瓷球的自潤滑特性減少對油脂依賴,在食品加工機械中實現無油清潔運轉。
在化工領域,碳化硅陶瓷球作為閥門密封組件及反應釜軸承,耐受氫氟酸、濃硫酸等腐蝕介質,壽命超傳統合金3年,解決化工廠頻繁停機更換難題79。礦山機械中用于離心泵軸承,抵御砂石漿料的高磨損工況,年磨損率低于0.1%,***延長設備大修周期14。半導體制造環節則應用于晶圓拋光設備,其高純度(>99.9%)避免離子污染,配合金剛石微粉拋光實現納米級表面光潔度,輕量化特性(較鋼球減重60%)降低旋轉部件慣性力矩,在水泥行業球磨機尾倉替換鋼鍛后,驅動電機能耗下降15%-20%。低摩擦系數(0.02-0.1)減少摩擦熱積聚,使大型研磨設備溫升降低30℃,避免物料熱敏性失效。美琪林通過“空高操作法”優化水泥磨機填充率(控制在37%-43%),在保證臺時產量降幅≤5%前提下,實現噸水泥電耗節省8-10kWh。 陶瓷球的生物惰性使其成為人工耳蝸植入體的理想材料,減少排異反應。安徽造粒陶瓷球批量定制
陶瓷球的無磁性特性使其成為醫療影像設備的關鍵部件,避免磁場干擾。碳化硅陶瓷球
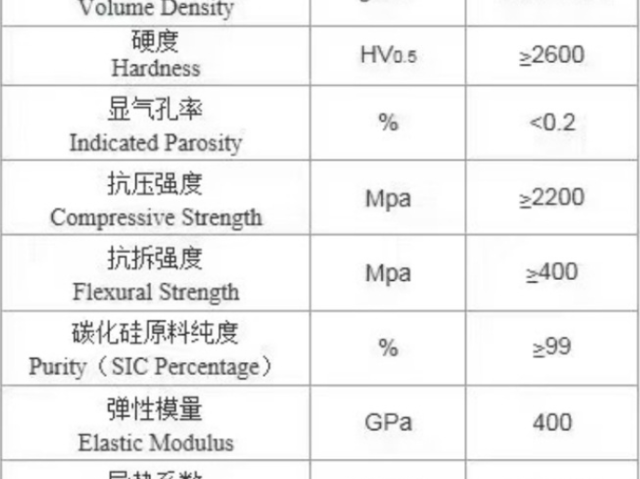
碳化硅陶瓷球采用等靜壓成型技術確保球坯密度均勻,配合自主研發的MQ-9002干壓潤滑劑,減少壓制過程中內部應力,避免坯體開裂。燒結階段通過固相燒結(B-C系助劑)或液相燒結(Al?O?-Y?O?助劑)實現致密化,控制晶粒尺寸在微米級以提升韌性。美琪林創新性引入微波輔助燒結工藝,利用電磁場均勻加熱縮短燒結周期30%,同時降低能耗,產品相對密度達97%以上,氣孔率低于0.5%67。嚴格的圓度檢測(公差±0.01mm)保障了軸承應用中的高速穩定性。 碳化硅陶瓷球
- 重慶粉體造粒粘結劑批發 2025-06-26
- 河南粉末粘結劑型號 2025-06-26
- 陜西碳化物陶瓷分散劑有哪些 2025-06-26
- 重慶水性涂料分散劑材料區別 2025-06-26
- 甘肅聚丙烯酰胺分散劑哪家好 2025-06-26
- 貴州定制粘結劑推薦貨源 2025-06-26
- 重慶造粒陶瓷球哪家好 2025-06-26
- 吉林靠譜的陶瓷球性能 2025-06-26
- 遼寧擠出成型分散劑供應商 2025-06-26
- 江蘇注塑成型粘結劑供應商 2025-06-26
- 濮陽工業設備水性聚胺脂漆供應商 2025-06-26
- 臺州單組分水性丙烯酸金屬漆 2025-06-26
- 河北普通型顏料廠商 2025-06-26
- 河南氧化鐵色漿供應 2025-06-26
- 遼寧一級高鋁磚規格 2025-06-26
- 珠海高分子納米隔熱涂層廠商 2025-06-26
- 國產振華牌批發廠家 2025-06-26
- 常州污泥回轉滾筒干燥機廠家供應 2025-06-26
- 山東成品油批發報價行情 2025-06-26
- 湖北玻璃列管加熱器價格 2025-06-26