精密CO2激光切割機(jī)制造商
優(yōu)點(diǎn),CO2激光切割技術(shù)比其他方法的明顯優(yōu)點(diǎn)是:切割質(zhì)量好:切口寬度窄(一般為0.1--0.5mm)、精度高(一般孔中心距誤差0.1--0.4mm,輪廓尺寸誤差0.1--0.5mm)、切口表面粗糙度好(一般Ra為12.5--25μm),切縫一般不需要再加工即可焊接。切割速度快:例如采用2KW激光功率,8mm厚的碳鋼切割速度為1.6m/min;2mm厚的不銹鋼切割速度為3.5m/min,熱影響區(qū)小,變形極小。清潔、安全、無污染,較大程度上改善了操作人員的工作環(huán)境。當(dāng)然就精度和切口表面粗糙度而言,CO2激光切割不可能超過電加工;就切割厚度而言難以達(dá)到火焰和等離子切割的水平。但是就以上明顯的優(yōu)點(diǎn)足以證明:CO2激光切割已經(jīng)和正在取代一部分傳統(tǒng)的切割工藝方法,特別是各種非金屬材料的切割。它是發(fā)展迅速,應(yīng)用日益普遍的一種先進(jìn)加工方法。CO2激光切割機(jī)采用模塊化設(shè)計(jì),便于維修和升級(jí),降低企業(yè)運(yùn)營成本。精密CO2激光切割機(jī)制造商

CO2激光器基本結(jié)構(gòu):光學(xué)諧振腔,光學(xué)諧振腔由全反射鏡和部分反射鏡組成,是CO2激光器的重要組成部分。光學(xué)諧振腔通常有三個(gè)作用:控制光束的傳播方向,提高單色性;選定模式;增長觸活介質(zhì)的工作長度。較簡單常用的激光器的光學(xué)諧振腔是由相向放置的兩平面鏡(或球面鏡)構(gòu)成。CO2激光器的諧振腔常用平凹腔,反射鏡采用由K8光學(xué)玻璃或光學(xué)石英加工成大曲率半徑的凹面鏡,在鏡面上鍍有高反射率的金屬膜——鍍金膜,使得波長為10.6μm的光反射率達(dá)98.8%,且化學(xué)性質(zhì)穩(wěn)定。我們知道二氧化碳發(fā)出的光為紅外光,因此反射鏡需要應(yīng)用透紅外光的材料。因?yàn)槠胀ü鈱W(xué)玻璃對(duì)紅外光不透,就要求在全反射鏡的中心開一個(gè)小孔,在密封上一塊能透過10.6μm激光的紅外材料,以封閉氣體,這樣就使諧振腔內(nèi)激光的一部分從這一個(gè)小孔輸出腔外,形成一束激光精密CO2激光切割機(jī)制造商激光切割技術(shù)助力我國制造業(yè)走向世界舞臺(tái)。

為了減少因聚焦前光束尺寸變化帶來的焦點(diǎn)光斑尺寸的變化,國內(nèi)外激光切割系統(tǒng)的制造商提供了一些專門使用的裝置供用戶選用:(1)平行光管。這是一種常用的方法,即在CO2激光器的輸出端加一平行光管進(jìn)行擴(kuò)束處理,擴(kuò)束后的光束直徑變大,發(fā)散角變小,使在切割工作范圍內(nèi)近端和遠(yuǎn)端聚焦前光束尺寸接近一致。(2)控制聚焦鏡(一般為金屬反射聚焦系統(tǒng))的水壓。若聚焦前光束尺寸變小而使焦點(diǎn)光斑直徑變大時(shí),自動(dòng)控制水壓改變聚焦曲率使焦點(diǎn)光斑直徑變小。
表面處理可以采用噴涂、浸入或輥壓,不需要大量烘干時(shí)間。應(yīng)用陶瓷表面處理不會(huì)增加其它工藝步驟,因?yàn)橐恍╊愋偷耐坎疾襟E(通常是防飛濺層)對(duì)于已經(jīng)建立的CO2 加工工藝比較常見。另外,新工藝產(chǎn)生的殘余物活性更低,數(shù)量更少,只會(huì)消除飛濺問題。以更高速度加工陶瓷基板更精細(xì)的形貌,在設(shè)計(jì)、性能和成本方面為電子工業(yè)帶來了優(yōu)點(diǎn)。光纖激光器可以幫助在可行的競(jìng)爭要求的重要標(biāo)準(zhǔn)之中達(dá)到更好平衡:通常是有效光學(xué)性能、工藝靈活性、高產(chǎn)量、長時(shí)間系統(tǒng)正常運(yùn)行以及可靠性。對(duì)于這種情況,光纖激光器有助于確保達(dá)到以前無法實(shí)現(xiàn)的陶瓷加工性能水平。CO2激光切割機(jī)能實(shí)現(xiàn)自動(dòng)化生產(chǎn),提高生產(chǎn)效率。
應(yīng)用領(lǐng)域,國外除上述應(yīng)用外,還在不斷擴(kuò)展其應(yīng)用領(lǐng)域。(1)采用三維激光切割系統(tǒng)或配置工業(yè)機(jī)器人,切割空間曲線,開發(fā)各種三維切割軟件,以加快從畫圖到切割零件的過程。(2)為了提高生產(chǎn)效率,研究開發(fā)各種專門使用切割系統(tǒng),材料輸送系統(tǒng),直線電機(jī)驅(qū)動(dòng)系統(tǒng)等,目前切割系統(tǒng)的切割速度已超過100m/min。(3)為擴(kuò)展工程機(jī)械、造船工業(yè)等的應(yīng)用,切割低碳鋼厚度已超過30mm,并特別注意研究用氮?dú)馇懈畹吞间摰墓に嚰夹g(shù),以提高切割厚板的切口質(zhì)量。因此在我國擴(kuò)大CO2激光切割的工業(yè)應(yīng)用領(lǐng)域,解決新的應(yīng)用中一些技術(shù)難題仍然是工程技術(shù)人員的重要課題。CO2激光切割機(jī),作為現(xiàn)代工業(yè)制造的重要工具,將繼續(xù)推動(dòng)制造業(yè)的創(chuàng)新發(fā)展。精密CO2激光切割機(jī)制造商
激光切割技術(shù)為智能制造提供了關(guān)鍵支撐。精密CO2激光切割機(jī)制造商
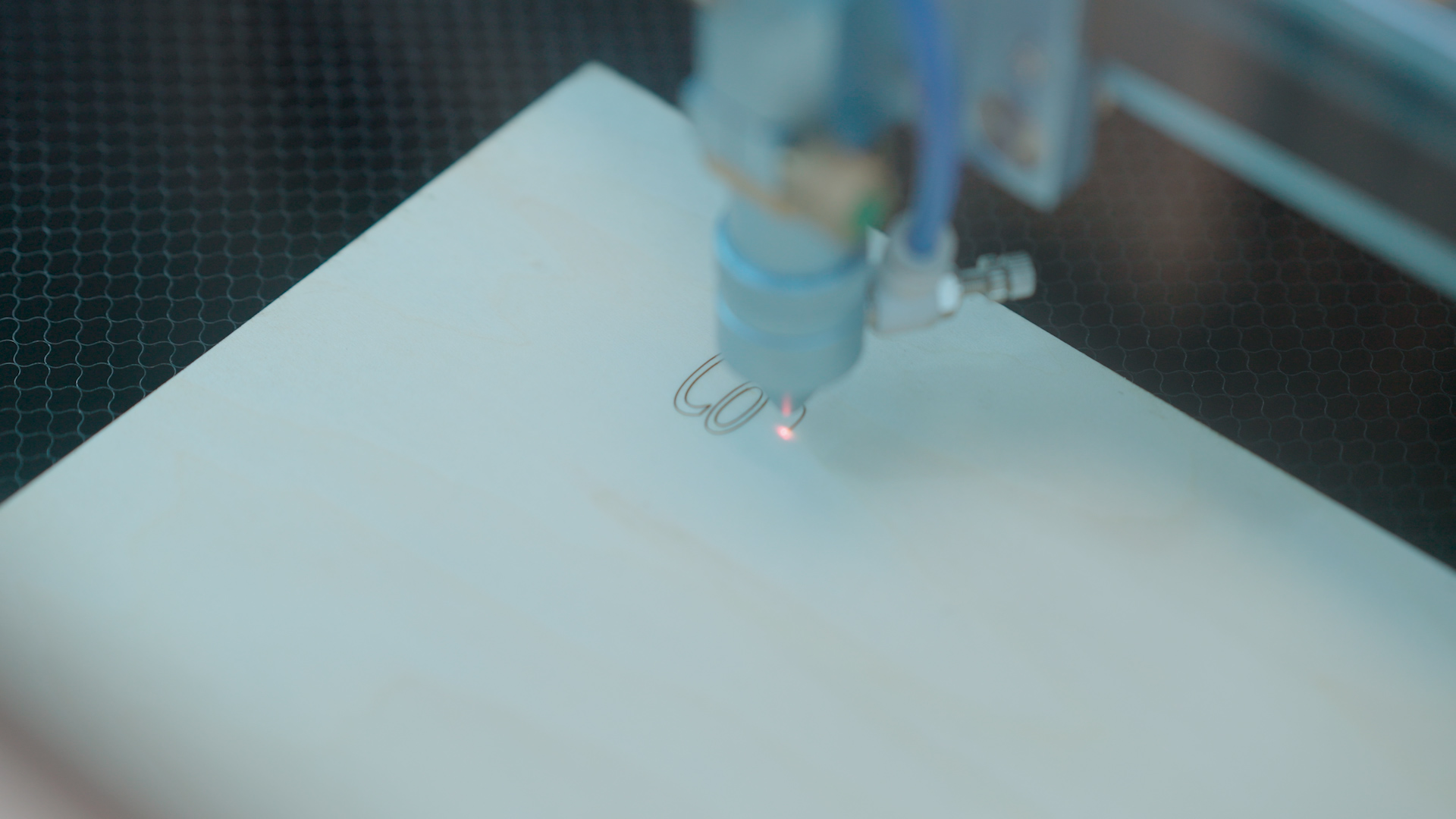
切割穿孔技術(shù),任何一種熱切割技術(shù),除少數(shù)情況可以從板邊緣開始外,一般都必須在板上穿一小孔。早先在激光沖壓復(fù)合機(jī)上是用沖頭先沖出一孔,然后再用激光從小孔處開始進(jìn)行切割。對(duì)于沒有沖壓裝置的激光切割機(jī)有兩種穿孔的基本方法:(1)爆破穿孔:(Blast drilling),材料經(jīng)連續(xù)激光的照射后在中心形成一凹坑,然后由與激光束同軸的氧流很快將熔融材料去除形成一孔。一般孔的大小與板厚有關(guān),爆破穿孔平均直徑為板厚的一半,因此對(duì)較厚的板爆破穿孔孔徑較大,且不圓,不宜在要求較高的零件上使用(如石油篩縫管),只能用于廢料上。此外由于穿孔所用的氧氣壓力與切割時(shí)相同,飛濺較大。精密CO2激光切割機(jī)制造商
- 廣東管材激光切割機(jī)廠家 2025-05-31
- 四川教育激光切割機(jī)哪家好 2025-05-30
- 教育激光雕刻機(jī)廠家直銷 2025-05-30
- 深圳高速激光切割機(jī)現(xiàn)貨直發(fā) 2025-05-30
- 恒好教育激光切割機(jī)研發(fā) 2025-05-30
- 深圳DIYCO2激光切割機(jī)廠家精選 2025-05-30
- 廣東工藝品激光雕刻機(jī) 2025-05-30
- 廣西教育激光切割機(jī)制造 2025-05-30
- 恒好教育激光切割機(jī)批發(fā) 2025-05-30
- 東莞高精密激光切割機(jī)制造 2025-05-29
- 衛(wèi)生級(jí)微射流均質(zhì)機(jī)型號(hào) 2025-05-31
- 隨州鋰電池動(dòng)力升降平臺(tái)咨詢 2025-05-31
- 湖州數(shù)控拋光機(jī)調(diào)試 2025-05-31
- 廣東飾品視覺定位uv打印機(jī)生產(chǎn)商 2025-05-31
- 青海大型木材破碎機(jī) 2025-05-31
- 北京不銹鋼家具使用方法 2025-05-31
- 江西2000噸油壓機(jī)哪家好 2025-05-31
- 徐州工業(yè)爐售后 2025-05-31
- 斜齒輪減速機(jī)原理 2025-05-31
- 中國澳門電動(dòng)推桿費(fèi)用 2025-05-31