上海沖壓機械手定制
設備發運前,乙方應將水全部放掉并吹干,確保部件在發運前重新裝好。所有開口、法蘭﹑接頭應采取保護措施,以防止在運輸和儲存期間遭受腐蝕、損傷及進入雜物。需要現場連接的螺紋孔或管座的焊接孔應采用螺栓或其它方式予以保護。遮蓋物、緊固件不應焊在設備上。乙方應保證提供設備的包裝至少滿足現場露天存放6個月的要求。標志:每臺設備都有固定不銹鋼銘牌及轉向標志,銘牌應耐腐蝕,并安裝在本體明顯的位置上。銘牌至少包括下列內容:設備名稱、設備制造廠名稱、制造年月、制造廠產品編號、制造許可證編號、電廠標識系統編碼、設備型號、容器類別、設計壓力、設計溫度、額定出力、比較高工作壓力、設備凈重等信息。銘牌不易損壞。標志醒目、整齊、美觀。型式、尺寸、技術條件和檢驗規則,符合《產品標牌》的規定。重要部件根據圖紙規定,在一定位置上標有裝配編號,使用材料和檢驗合格的標志。 介質特性:腐蝕性、粘度、清潔度(如酸液需用襯氟閥門)。上海沖壓機械手定制
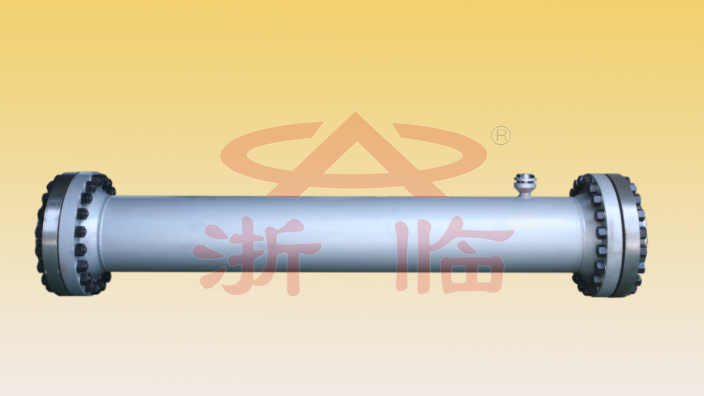
背壓機排汽減溫器技術要求及參數:1)設備名稱:減溫減壓器(背壓機排汽減溫器)安裝數量:一臺2)型式:臥式雙支撐3)型號:4)入口接管尺寸:?630x14(12Cr1MoVG);出口接管尺寸:?630x14(20#)。*5)入口蒸汽流量:60~220t/h一次汽參數:壓力(a),溫度340~455℃。二次汽參數:壓力(a),溫度320℃6)減溫水參數:壓力(a)溫度20~40℃7)二次蒸汽流量:t/h,減溫水流量:t/h。8)減溫水調節閥閥門型式:直通式9)減溫水調節閥閥門型號:10)減溫水調節閥閥體材質:WCB,閥座:SCS14A/Hcr,閥桿:SUS316,閥瓣:SUS316,密封面:堆焊Stellite。11)減溫水調節閥閥門所有接口連接形式:12)減溫水調節閥閥門執行機構采用直行程智能型。13)減溫器可調噴嘴形式:高效彈簧背壓式霧化噴咀14)減溫器可調噴嘴型號:15)減溫器可調噴嘴材質:噴嘴采用06Cr19Ni10。 不銹鋼減溫減壓器批發食品制藥:衛生級隔膜閥、不銹鋼球閥。

供給的設備(無論裝在箱內或成捆的散件)的包裝,都貼有標明合同號、主要設備名稱、部件名稱和組裝圖上的部件位置號的標簽,備品備件和專業工具還應標明“備品配件”和“工具”的字樣。對裝箱供給的設備,乙方在每個箱子的兩面用油漆寫下如下內容:合同號、裝運標志、目的港、收貨人代碼、設備名稱和項目號(箱號、箱的序號設備總件數)、毛重、凈重、外形尺寸、長*寬*高。按照設備各特性和不同的運輸及裝卸要求,在箱上明顯位置標上“小心”、“向上”、“防潮”、“勿倒”等通用標志,并符合GB191和GB6388的規定。包裝箱連續編號,而且在全部裝運的過程中,裝箱編號的順序始終是連貫的。對超大、超重貨物標注吊鉤、重心和支點的位置。貨運標志符合國際物運協定規定。
檢查的范圍包括原材料和元器件的進廠,部件的加工、組裝、試驗、出廠試驗。乙方檢驗的結果要滿足附件1的要求,如有不符之處或達不到標準要求,乙方要采取措施處理直至滿足要求,同時向甲方提交不一致性報告。乙方發生重大質量問題時應將情況及時通知甲方。工廠檢查的所有費用包括在合同總價中。監造依據根據本合同和DL/T586《電力設備監造技術導則》、《駐大型電力設備制造廠總工組工作條例》的規定,以及國家有關規定。監造方式文件見證、現場見證和停工待檢,即R點、W點、H點。每次監造內容完成后,乙方和甲方監造方均須在見證表格上履行簽字手續。乙方復印3份,交甲方監造方1份。R點:乙方只需提供檢查或試驗記錄或報告的項目,即文件見證。W點:甲方監造方參加的檢驗或試驗的項目,即現場見證。H點:乙方在進行至該點時必須停工等待甲方監造方參加的檢驗或試驗的項目,即停工待檢。甲方接到見證通知后,應及時派方到乙方檢驗或試驗的現場參加現場見證或停工待檢。如果甲方方不能按時參加,W點可自動轉為R點,但H點如果沒有甲方書面通知同意轉為R點,乙方不得自行轉入下道工序,應與甲方商定更改見證時間,如果更改后,甲方仍不能按時參加,則H點自動轉為R點。 啟閉控制:通過閥瓣/閥芯的位移(如閘閥升降)或旋轉(如球閥90°轉動)改變流道狀態。

經由鐵路運輸的部件,其尺寸不應超過國家對非標準外型體的規定,當部件經由鐵路外的其它方式運輸時,其重量和體積的限值應遵守運輸單位的有關規定。每批設備發出后一定期間內,投標方應用電報、傳真、特快專遞或先進的通信手段通知招標方,通知中應指明設備名稱、件數、件號、合同號、貨運單號、設備重量和設備發出日期。對于超重件的發運,投標方在發貨前不遲于30天將發貨大概日期用前述的方式通知招標方。大(部)件情況本工程設備按鐵路運輸要求,投標方設備的運輸尺寸應控制在《鐵路超限運輸貨物運輸規則》規定的鐵路運輸二級超限界限的要求,詳見附圖《鐵路運輸二級超限界限斷面圖》。當投標方設備的運輸尺寸超出上述給定的鐵路運輸界限規定的界限要求時,投標方應承擔由于采取必要措施進行運輸而發生的費用。 減溫減壓器的安全閥組通過冗余設計,確保極端工況下的雙重保護機制。筆記本沖壓沖壓拉伸機械手生產
減溫減壓裝置的熱力控制系統具備自學習算法,可實時優化能效輸出比。上海沖壓機械手定制
性能驗收試驗的內容:材料試驗:材料應根據標準試驗,提供甲方非破壞性試驗資料。工廠試驗:乙方應負責制作期間和裝運前的必要的試驗,并在額定溫度下以滿負荷條件對每臺減溫減壓裝置與配套設備連接后進行性能試驗,試驗點不小于5點,且將試驗報告書提交甲方。性能驗收試驗所需的屬于乙方供貨范圍內的測點、一次元件和就地儀表的裝設應由乙方提供,并應符合有關規程、規范和標準的規定,并經甲方確認。乙方也要提供試驗所需的技術配合和人員配合。性能驗收試驗結果的確認性能驗收試驗報告由測試單位編寫,報告結論招買賣雙方均應承認。如雙方對試驗的結果有不一致意見,雙方協商解決。若需進行第二次試驗,費用由提出方承擔。進行性能驗收試驗時,一方接到另一方試驗通知而不派人參加試驗,則被視為對驗收試驗結果的同意。 上海沖壓機械手定制
- 汽輪機減壓裝置市場價 2025-04-18
- 冰箱沖壓機械手研發 2025-04-18
- 廣東減溫減壓閥市場價 2025-04-18
- 杭州石油石化減壓裝置 2025-04-18
- 可調噴嘴減溫裝置報價 2025-04-18
- 河南國標減溫減壓器 2025-04-18
- 山東三合一送料機結構圖 2025-04-18
- 汽車外觀件拉伸機器人供應 2025-04-18
- 工業減溫減壓閥生產 2025-04-18
- 廣東超高溫減溫減壓閥 2025-04-18
- 40-70支撐劑磨機 2025-05-08
- 電機緊固防松動螺栓技術 2025-05-08
- 山東電動變頻器維修誠信推薦 2025-05-08
- 江蘇便攜式光學計量儀器費用 2025-05-08
- 天津矯直系統軟管切管廠家直銷 2025-05-08
- 山東機場鋼筋加工輔助機器人生產廠家 2025-05-08
- 青浦區水冷固化燈以客為尊 2025-05-08
- 河北真空(負壓)泵站廠家價格 2025-05-08
- 泉州智能倉儲穿梭式貨架一臺多少錢 2025-05-08
- 寶山區新能源自動化控制系統編號 2025-05-08