蘇州吹瓶色母粒哪家好
色母粒的耐候性直接決定其在戶外制品(如汽車部件、建材、農業膜)中的色彩持久性與功能穩定性。通過科學規范的耐候性測試,可量化評估色母粒抗紫外線、耐溫濕變化及抗老化能力,為配方優化提供數據支撐。1.耐候性測試的重要方法自然老化測試:將樣品置于戶外暴露場,定期檢測色差(ΔE)、光澤度及力學性能變化。該方法周期長(通常1-3年),但能真實反映環境綜合影響。人工加速老化:采用氙弧燈或熒光紫外燈模擬太陽光輻射,配合溫濕度循環控制(如85℃/RH85%條件),可在數周內達到數年的自然老化效果。2.關鍵測試指標色差變化:使用色差儀監測ΔE值,要求戶外使用3年后ΔE≤(以初始值為基準)。光澤度保持率:高光制品需滿足5年老化后光澤度保留率≥80%。力學性能衰減:通過拉伸強度、沖擊強度測試,評估材料脆化程度,如PP色母粒需控制斷裂伸長率衰減≤30%。3.測試結果與配方優化若測試發現色母粒在氙燈老化500小時后ΔE超標,可采取以下措施:添加紫外線吸收劑(如UV-531)或受阻胺光穩定劑(HALS),用量建議。優化顏料粒徑至亞微米級(μm),提升光反射效率。選用耐候性載體樹脂,如共聚PP替代均聚PP,增強抗降解能力。 創新色母粒,助力塑料制品突破傳統局限。蘇州吹瓶色母粒哪家好
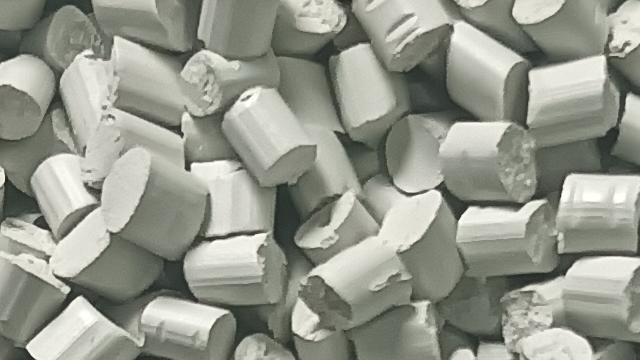
色母粒(又稱色種、顏料濃縮物)是一種高分子材料特定著色劑,由超常量顏料或染料均勻載附于載體樹脂中形成的聚集體。其重要價值在于高濃度特性(顏料含量達20%-50%),能極大程度的提升著色效率,同時解決傳統顏料分散不均、環境污染等問題。色母粒在應用上通過預分散工藝,解決了顏料飛揚導致的健康與環境問題,并提升著色精度(添加量在1%-4%區間),一般用于包裝薄膜、纖維、汽車配件、電子產品外殼等領域,適配PE、PP、ABS、PET等樹脂。色母色母粒定制批發金屬質感替代電鍍,光澤度95GU,耐鹽霧1000h。

色母粒混合工藝的效率與質量取決于三大參數:1. 溫度控制:高混機通過夾套油加熱或摩擦生熱實現顏料潤濕,溫度需與分散劑熔點匹配,避免顏料凝聚;2. 時間管理:混合時間通常為15-30分鐘,時間不足會導致分散不均,過長則可能引發樹脂降解;3. 設備選型:雙螺桿擠出機因其強剪切力成為主流設備,密煉機則適用于高填充色母粒的預分散。作為塑料著色的重要環節,其技術迭代正深度融合材料科學與智能制造,為汽車、電子、包裝等領域提供兼具美學與功能性的解決方案。未來,隨著功能母粒需求持續增長,混合工藝的精細化與自動化將成為行業競爭的關鍵分水嶺。
色母粒的生產工藝主要有以下幾種:1.濕法工藝(漿料法)流程:將顏料、分散劑、樹脂載體與溶劑(如水或有機溶劑)混合研磨,形成均勻漿料,再通過噴霧干燥或蒸發去除溶劑,終造粒。其優勢主要是顏料分散性較好,適用于高濃度、高要求的色母粒生產,如塑料制品、纖維著色。但也有能耗高,溶劑回收成本大,環保壓力較大的缺點。2.干法工藝(高速混合法)流程:將顏料、載體樹脂、助劑直接投入高速混合機,通過機械剪切力使顏料初步分散,再經擠出機熔融造粒。其優勢主要是工藝簡單、成本低,適用于普通塑料制品、包裝材料等對分散性要求不高的場景,但也有顏料分散均勻性較差,易出現色差或色點問題的。3.熔融擠出法(主流工藝)流程:將預混料(顏料+樹脂+助劑)送入雙螺桿擠出機,在高溫高壓下熔融混合,經模頭擠出、冷卻、切粒,形成成品色母粒。該工藝分散均勻,適用于高濃度色母粒、功能性色母粒(如阻燃、抗靜電)。生產效率高,適合大規模生產,是目前色母粒行業常用的工藝。該工藝需要特別注意溫度控制和螺桿的組合。4.其他特殊工藝有適用于多色或特殊效果色母粒的母粒共混法和采用納米級顏料,需特殊分散技術的納米色母粒工藝。 部分色母粒已集成阻燃、抗靜電等復合功能,提升產品附加值。

在色母粒生產中,載體樹脂的選擇直接影響著色效果、加工性能及終產品質量。作為色母粒的重要成分,載體樹脂需與基材樹脂具有良好的相容性,同時需兼顧熔融指數、熱穩定性等關鍵指標。1.載體樹脂的重要作用載體樹脂作為顏料與添加劑的分散載體,需確保色粉均勻分散并穩定附著。若載體與基材相容性差,易導致制品表面色斑、力學性能下降等問題。因此,匹配基材樹脂類型(如PE、PP、PS等)是首要原則。2.常見載體樹脂類型及特性聚乙烯(PE):通用性強,成本低,適用于注塑、吹膜等工藝,但耐溫性較弱。聚丙烯(PP):耐熱性優,適用于高溫加工場景,但剛性較高可能影響柔韌性。EVA或彈性體:用于提升色母粒柔韌性,常應用于軟質制品如電線電纜。3.選擇關鍵考量因素相容性:優先選擇與基材樹脂結構相似的載體(如同為聚烯烴類)。加工性能:載體熔融指數需與基材匹配,避免流動差異導致注塑缺陷。成本與穩定性:根據產品定位平衡載體性能與成本,同時關注耐光、耐遷移性。 色母粒的優點之一是顏色穩定性高。江蘇刷絲色母粒定制報價
從色彩到性能,色母粒讓塑料制品更出眾。蘇州吹瓶色母粒哪家好
色母粒作為塑料制品著色的重要原料,其質量直接影響終端產品的色彩表現力與穩定性。建立科學的質量控制體系,需從原料篩選、生產過程到成品檢測進行全流程管控。1.原料質量控制顏料篩選:需檢測顏料粒徑分布、色相純度及耐光等級。例如,有機顏料需滿足8級耐光性標準,無機顏料則需控制重金屬含量。載體樹脂驗證:通過熔融指數測試確保載體與基材相容性,如PP載體需滿足MFR2-8g/10min范圍,避免加工時出現熔體破裂。2.生產過程關鍵控制點混煉工藝:采用雙螺桿擠出機時,需控制加工溫度(比載體樹脂熔點高10-15℃)、螺桿轉速(300-500rpm)及真空度(),確保顏料充分分散。顆粒均勻性:通過激光粒度儀檢測粒徑分布,要求D90≤3mm,避免使用過程中出現色斑。3.成品檢測標準色差控制:使用色差儀測試ΔE值,要求批間色差≤,黑色母粒需額外檢測L值波動范圍。耐遷移性測試:將色母粒與PP/PE薄膜共擠,經85℃/72h熱處理后,遷移率需≤。環保指標:檢測多環芳烴(PAHs)含量,歐盟REACH標準要求18項PAHs總和≤10mg/kg。4.質量追溯體系建立批次管理系統,記錄每批原料投料量、生產溫區曲線及檢測數據。例如,某企業通過實施MES系統,實現色母粒色差不良率從。 蘇州吹瓶色母粒哪家好
- 昆山白色色母粒報價 2025-06-22
- 江蘇棕色色母粒廠家 2025-06-22
- 蘇州吸塑色母粒定制供應商 2025-06-22
- 江蘇注塑色母粒定制生產廠家 2025-06-22
- 昆山TPU色母粒采購 2025-06-22
- 江蘇食品色母粒定制工藝 2025-06-22
- 江蘇玩具色母粒定制報價 2025-06-22
- 昆山尼龍色母粒定制供應商 2025-06-22
- 吹瓶色母粒定制工藝 2025-06-22
- pet色母粒廠家 2025-06-22
- 廣州筋膜槍配件尼龍加纖增強批發價 2025-06-22
- 腳蓋升降桌配件廠家直銷 2025-06-22
- 寶山區脫模母粒哪家好 2025-06-22
- 衢州耐高溫液壓油封常見問題 2025-06-22
- 福建原裝DEXCO臺橡DEXCO VECTOR SIS4187 2025-06-22
- 伸縮升降桌滑動導條 2025-06-22
- 海鮮水產保溫箱廠家 2025-06-22
- 天津制造橡膠塊工廠直銷 2025-06-22
- 蚌埠氟膠液壓油封工廠直銷 2025-06-22
- 山西塑膠托盤尺寸 2025-06-22