嘉興SMC玻璃纖維汽車外飾件汽車內飾密封膠條
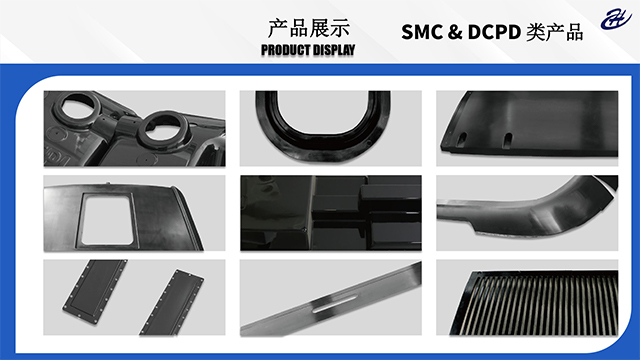
車輛輕量化,從1995年起,美國派拉蒙公司制作PDCPD制品:所有的外部覆蓋件,包括:側底板、頂部導流罩、擋泥板 、遮陽板、保險杠、擋風板、引擎蓋等;1996年美國肯沃斯(Kenworth )公司18輪T2000型卡車,有14個不同尺寸的外部部件使用了PDCPD制品:大到80磅頂棚導流罩、小到每個10至15磅的零部件;為首PDCPD引擎蓋是納威司達(Navistar)國際卡車及發動機公司9900型車引擎蓋、較有影響力的PDCPD引擎蓋產品是肯沃斯(Kenworth)卡車公司W900L型前列車的引擎蓋肯沃斯卡車公司項目工程師。PDCPD組合料特點:密封情況下可以貯存6個月,低粘度:0.1-1 Pa.s·混合比例:1/1,模具溫度:60-80℃。注射時間:0.5-60 s固化時間:2-5 min·成型周期:5-10 min,其特點:采用RIM成型工藝,高效快速、低能耗。 適合于制備大型、薄壁、復雜形狀的制件。PDCPD材料,國外車輛輕量化中的應用,其優勢體現在:模具開發周期短,生產工藝簡單,能夠保質高,有效滿足小中大批量需求。車底護板、車門踏板、漂亮外觀、產品表面能夠保留清晰美觀線條,獲得比鈑金和玻璃鋼更為漂亮的A級表面,豪華感畢現。前后擋泥板作為塑膠汽車外飾件,其設計要考慮到減少泥水飛濺和美觀性。嘉興SMC玻璃纖維汽車外飾件汽車內飾密封膠條
汽車門把手作為汽車外飾件的重要組成部分,不僅承載著開關車門的基本功能,更是汽車設計美學和人體工程學的集中體現。隨著汽車工業的不斷進步,門把手的樣式、材質以及功能也在不斷創新和發展。隨著汽車工業的發展和消費者對汽車美學的追求,門把手的設計也在不斷創新。未來的門把手設計將更加注重與整車造型的協調,追求簡約、時尚、科技感。同時,隨著智能化技術的發展,門把手也將融入更多的智能元素,如指紋識別、感應開啟等,提升使用的便捷性和安全性。除了基本的開關車門功能外,門把手還可以輔助調整車輛兩側后視鏡的角度,幫助駕駛員更好地觀察路況。此外,門把手還可以作為判斷和路邊馬路牙子之間距離的參照物,輔助駕駛員進行側方停車等操作。山東卡車汽車外飾件開發汽車門把手作為塑膠外飾件,其設計既考慮到了美觀性,又兼顧了使用的便捷性。
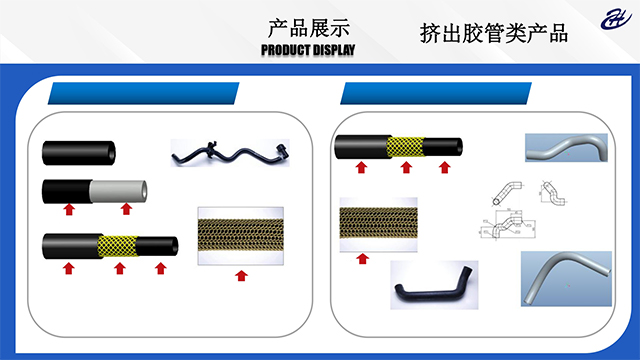
膠管的壓縮長久變形量是衡量膠管密封性能的重要參數。橡膠軟管經過壓縮后,當應力去除后,有一部分變形是無法恢復的,稱之為壓縮長久變形。壓縮長久變形達到一定的狀態,膠管的密封效果就會下降,從而產生漏液問題。目前國內外對壓縮長久變形量的標準不一。我國國標要求壓縮長久變形量不超過50%,同時部分企業的內部標準存在低于國標的情況,以某公司為例,其壓縮長久變形量要求為65%。這也是膠管漏液問題難以解決的一個重要因素。膠管的壓縮長久變形量受很多因素的影響,歸結起來主要包括橡膠配方和生產工藝。橡膠配方中生膠的品種及各種配合劑的品種和用量不同,都會使硫化膠的各種性能包括壓縮長久變形量產生較大變化。改變膠管的配方、硫化方式及填充物等,均能從不同方面提升膠管的壓縮長久變形性能。
隨著汽車工業的飛速發展,汽車外飾件作為車輛的重要組成部分,不僅關乎車輛的外觀美感,還涉及到車輛的性能、安全性和舒適性。汽車外飾件的設計是汽車整體設計的重要組成部分,它涉及到車身線條、比例、色彩以及細節處理等多個方面。優異的設計不僅能夠提升車輛的外觀美感,還能夠彰顯品牌特色和文化內涵。在設計過程中,設計師需要充分考慮車輛的定位、目標用戶群體以及市場需求等因素,通過不斷創新和突破,打造出符合時代潮流、具有吸引力的汽車外飾件。側裙板作為塑膠汽車外飾件,能夠有效保護車身側面,減少碰撞帶來的損傷。

汽車外飾件的市場需求量持續增長,需求驅動因素:汽車行業發展:汽車行業的整體發展是汽車外飾件市場需求增長的基礎。隨著汽車產銷量的增加,對汽車外飾件的需求也相應增加。消費升級:隨著消費者收入水平的提高和消費觀念的轉變,消費者對汽車外觀的要求也越來越高。這促使汽車制造商不斷推出具有個性化、時尚化特點的汽車外飾件產品,以滿足市場需求。個性化需求:私家車個性化需求的增加也是推動汽車外飾件市場需求增長的重要因素。消費者越來越注重汽車的外觀設計和個性化定制,這為汽車外飾件市場提供了廣闊的發展空間。塑膠汽車外飾件的表面光潔度和光澤度對于產品的外觀質量有很大影響。浙江耐高壓汽車外飾件
塑膠汽車外飾件的定制服務能夠滿足不同車主的個性化需求。嘉興SMC玻璃纖維汽車外飾件汽車內飾密封膠條
SMC生產過程:1. 樹脂糊的制備樹脂糊是指將增強材料(玻璃纖維)以外的成分預先充分混合,使其成為糊狀的混合物。 它的制備方法有分批混合法和連續計量混合法。2.粗紗的切割和沉降粗紗的切割器位于機組上部,整個切割和沉降過程在密閉空間內進行。 切刀一般采用三輥結構。 為使切碎后的粗紗均勻沉降,可在切刀下設置打漿機或吹風機。 在粗紗切割和沉降的過程中,應該注意的是靜電問題。 嚴重的靜電作用會使紗道上的粗紗相互纏繞,切斷后易粘附在側壁或卷繞纏繞,影響纖維分布的均勻性。3.SMC粗紗和卷繞的浸漬在SMC生產線的末端,設備上布置有各種類型的軋輥。 當片材通過這些輥的上部、下部和周圍區域時,各輥對片材的揉捏作用使纖維被樹脂浸透,排出氣泡,將片材壓縮至均勻的厚度。4. 生產與貯藏SMC片材生產時,需要一定的固化時間,使片材的粘度增加到模塑料要求的粘度范圍,才能滿足模壓成型的需要。 SMC 片材通常在室溫下儲存 1 至 2 周以完成此過程。 為使片材盡快達到成型粘度,加速其老化,通常在溫度較高(約40℃)的增稠室中處理1~3天。 目前比較先進的方法是在SMC生產線上增加增稠區或使用一些高效增稠劑,使SMC片材制成后即可成型。嘉興SMC玻璃纖維汽車外飾件汽車內飾密封膠條
- 云浮防水防潮SMC模壓制品定制一站式定制 2025-05-02
- 陜西復雜結構SMC模壓制品定制支持打樣 2025-05-02
- 梅州精密SMC模壓制品定制質量可靠 2025-05-01
- 肇慶耐磨損SMC模壓制品定制加工服務 2025-05-01
- 江西軌道交通用SMC模壓制品定制質量可靠 2025-05-01
- 汽車用SMC模壓制品定制價格優惠 2025-05-01
- 廣東精密SMC模壓制品定制批發供應 2025-05-01
- 重慶異形SMC模壓制品定制專業團隊 2025-05-01
- 中山絕緣性能SMC模壓制品定制解決方案 2025-05-01
- 清遠電氣用SMC模壓制品定制質量可靠 2025-05-01
- 湖北PE防靜電膜生產廠家 2025-05-07
- 安徽DOP環保增塑劑 2025-05-07
- PBI齒輪廠家直銷 2025-05-07
- 河南720周轉箱廠家價 2025-05-07
- 甘肅冰塊干冰箱廠家 2025-05-07
- 固定九和橡塑波紋管城市 2025-05-07
- 海南一次性pla全降解奶茶吸管現貨 2025-05-07
- 湖南PBI航空支架 2025-05-07
- 青島工具箱供應商 2025-05-07
- 青海九和橡塑波紋管商家 2025-05-07