浙江U軸變徑刀具哪里買
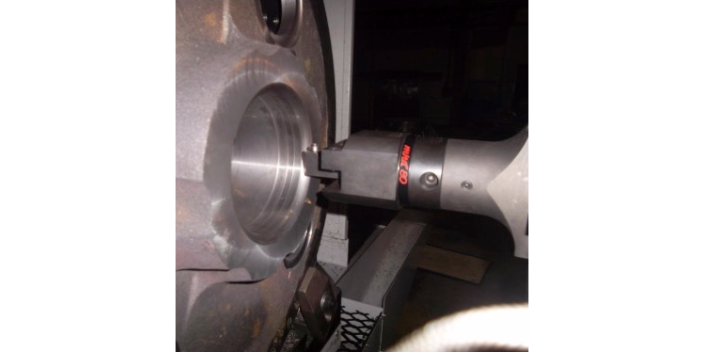
滾壓刀能在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削、車削無法做到的。無論用何種金屬加工刀具加工,在零件表面總會留下微細的凸凹不平的刀痕,出現交錯起伏的峰谷現象,一定的壓力,使工件表層金屬產生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細。刀具旋轉的同時,刀頭可沿著刀架端面可做徑向運動。浙江U軸變徑刀具哪里買
刀具材料性能的優劣是影響加工表面質量、切削加工效率、刀具壽命的基本因素。切削加工時,直接擔負切削工作的是刀具的切削部分。刀具切削性能的好壞大多取決于構成刀具切削部分的材料、切削部分的幾何參數及刀具結構的選擇和設計是否合理。切削加工生產率和刀具耐用度的高低、刀具消耗和加工成本的多少、加工精度和表面質量的優劣等等,在很大程度上都取決于刀具材料的合理選擇。正確選擇刀具材料是設計和選用刀具的重要內容之一。北京U軸變徑刀具零售價刀具的發展在人類進步的歷史上占有重要的地位。
未涂層高速鋼的硬度*為62~68HRC(760~960HV),硬質合金的硬度*為89~93.5HRA(1300~1850HV);而涂層后的表面硬度可達2000~3000HV以上。在工業生產中,使用涂層刀具可以提高加工效率、加工精度、延長壽命、降低成本。近30余年來,刀具涂層技術迅速發展,涂層刀具得到了廣泛應用。涂層高速鋼刀具和涂層硬質合金刀具已占全部刀具使用總量的50%以上。在西歐,由于資源匱乏和機械加工的高效化,以及數控技術進步及難加工材料增多,涂層刀具正以驚人的發展速度被動式向前挺進。
刀柄及刀片切入的位置及方向有要求;刀片,刀柄的定位基準及自動換到系統要優化。刀具材料是決定刀具切削性能的根本因素,對于加工效率、加工質量、加工成本以及刀具耐用度影響很大。使用碳工具鋼作為刀具材料時,切削速度只有10m/min左右。金剛石:金剛石刀具可利用金剛石材料的高硬度、高耐磨性、高導熱性及低摩擦系數實現有色金屬及耐磨非金屬材料的高精度、高效率、高穩定性和高表面光潔度加工。是目前鋁活塞精密加工的理想刀具,已經應用于精車活塞環槽、精鏜活塞銷孔、精車活塞外圓、精車活塞頂面及精車活塞燃燒室等精加工工序中。由切出的刀座、刀片、螺釘及無質量的摩擦副組成刀片夾緊系統的模型,進行夾緊的可靠性分析。
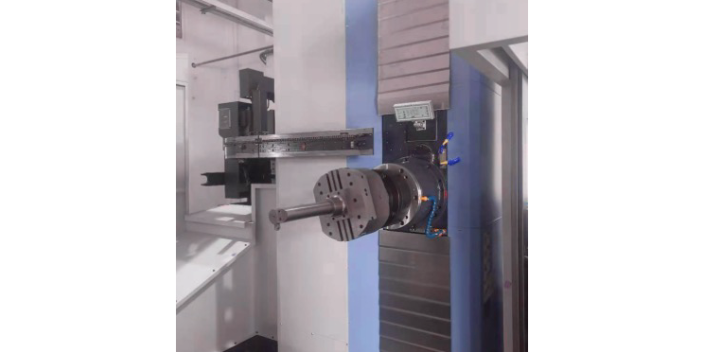
U軸變徑刀具的目的:為了達到高效多能,快換,經濟。特點:1.刀片及刀柄高度的通用化、規格化、系列化;2.刀片及刀柄的耐用度,及使用壽命,指標的合理性;3.刀具的**參數和切削參數的規范化,典型化;4.刀片和刀具材料及切削參數與被加工材料之間相應匹配;5.刀具應具有較高的精度,包括刀具的形狀精度,刀片及刀柄對機床主軸的相對位置精度,刀片及刀柄的轉為及拼裝的重復精度;6.刀柄的強度要高,剛性及耐磨性要好;7.刀柄工具系統的裝機重量有限度。螺紋加工刀具包括絲錐、板牙、自動開合螺紋切頭、螺紋車刀和螺紋銑刀等。北京U軸變徑刀具零售價
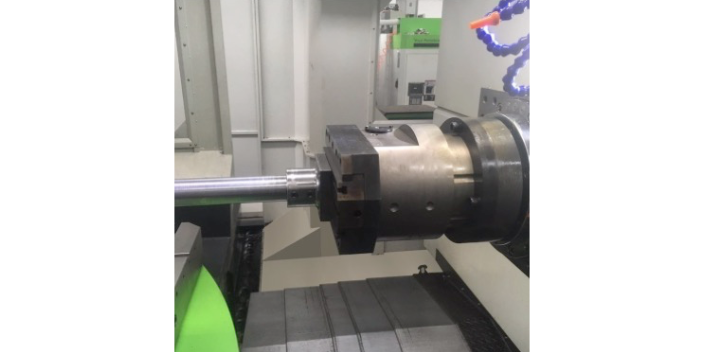
U軸刀具的程序簡單,格式(半徑指令)與車床程序相同,使用G01,G02,便可自由自在地加工錐度R。浙江U軸變徑刀具哪里買
制造刀具的材料必須具有很高的高溫硬度和耐磨性,必要的抗彎強度、沖擊韌性和化學惰性,良好的工藝性(切削加工、鍛造和熱處理等),并不易變形。通常當材料硬度高時,耐磨性也高;抗彎強度高時,沖擊韌性也高。但材料硬度越高,其抗彎強度和沖擊韌性就越低。高速鋼因具有很高的抗彎強度和沖擊韌性,以及良好的可加工性,現代仍是應用**廣的刀具材料,其次是硬質合金。聚晶立方氮化硼適用于切削高硬度淬硬鋼和硬鑄鐵等;聚晶金剛石適用于切削不含鐵的金屬,及合金、塑料和玻璃鋼等。浙江U軸變徑刀具哪里買
上海木幾精密機械有限公司在同行業領域中,一直處在一個不斷銳意進取,不斷制造創新的市場高度,多年以來致力于發展富有創新價值理念的產品標準,在上海市等地區的機械及行業設備中始終保持良好的商業口碑,成績讓我們喜悅,但不會讓我們止步,殘酷的市場磨煉了我們堅強不屈的意志,和諧溫馨的工作環境,富有營養的公司土壤滋養著我們不斷開拓創新,勇于進取的無限潛力,上海木幾供應攜手大家一起走向共同輝煌的未來,回首過去,我們不會因為取得了一點點成績而沾沾自喜,相反的是面對競爭越來越激烈的市場氛圍,我們更要明確自己的不足,做好迎接新挑戰的準備,要不畏困難,激流勇進,以一個更嶄新的精神面貌迎接大家,共同走向輝煌回來!
- 多功能U軸變徑刀具零售價 2025-04-20
- 北京U軸變徑刀具 2025-04-20
- 機械U軸變徑刀具銷售方法 2025-04-20
- 天津機械U軸變徑刀具 2025-04-20
- 四川U軸變徑刀具價格 2025-04-20
- 四川國內U軸變徑刀具 2025-04-20
- 工業U軸變徑刀具定做價格 2025-04-20
- 重慶鏜銑床數控定做價格 2025-04-19
- 機械U軸變徑刀具價格 2025-04-19
- 江西U軸變徑刀具收購價 2025-04-19
- 東莞珍珠棉發泡機生產廠家 2025-06-02
- 鄭州鉆攻中心推薦廠家 2025-06-02
- 浙江大巴洗車機售后服務 2025-06-02
- 江蘇飄片式斜網紙機設備廠 2025-06-02
- 浙江單晶爐生產廠家 2025-06-02
- 嘉定區比較好的離心機商家 2025-06-02
- 工業園區附近彎管批量定制 2025-06-02
- 四川液壓振動錘規格 2025-06-02
- 湖州新能源風電齒輪銷售 2025-06-02
- 遼寧雙平壁承插口多少錢 2025-06-02