陜西高壓線纜焊接模具定制廠家 嘉興躍龍電力器材供應(yīng)
發(fā)貨地點(diǎn):浙江省嘉興市
發(fā)布時(shí)間:2025-05-28

發(fā)貨地點(diǎn):浙江省嘉興市
發(fā)布時(shí)間:2025-05-28
如何選擇放熱焊接模具
明確應(yīng)用場(chǎng)景和需求加工材料:不同材料對(duì)石墨模具的性能要求不同。例如,用于粉末冶金的模具需要有較好的耐磨性和尺寸精度,因?yàn)榉勰┰趬褐七^(guò)程中會(huì)對(duì)模具表面產(chǎn)生較大的摩擦;而用于玻璃成型的模具則更強(qiáng)調(diào)耐高溫性和導(dǎo)熱性,以保證玻璃能夠快速均勻地冷卻成型。產(chǎn)品形狀和尺寸:復(fù)雜形狀的產(chǎn)品需要模具具有較高的加工精度和靈活性,可能需要選擇易于加工的石墨材料和相應(yīng)的加工工藝。同時(shí),要確保模具的尺寸能夠滿足產(chǎn)品生產(chǎn)的要求,包括模腔的大小、深度以及整體外形尺寸等。生產(chǎn)批量:如果是大規(guī)模批量生產(chǎn),模具的耐用性和穩(wěn)定性就顯得尤為重要,需要選擇質(zhì)量更高、更耐磨的石墨材料,以降低模具的更換頻率,提高生產(chǎn)效率。對(duì)于小批量生產(chǎn),則可以在一定程度上考慮成本因素,選擇性價(jià)比更高的模具 可實(shí)現(xiàn)多種金屬材料的焊接,如銅、鋼、鍍鋅鋼等。陜西高壓線纜焊接模具定制廠家

放熱焊接模具的使用方法
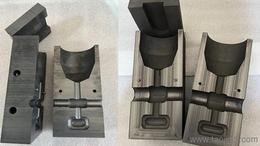
準(zhǔn)備工作:第一步我們需要將被焊接導(dǎo)體裝入模具中,然后我們把模夾夾緊模具,放置隔離片于模腔內(nèi)。使用加熱工具(如噴燈或者氣罐等其他工具)加熱烘干模具,去除模具內(nèi)的水分;清潔被焊接導(dǎo)體,去除表面油污與水分。然后放入放熱焊接焊劑:將焊接劑倒入模腔內(nèi),引火粉覆于焊接劑表層及模口。點(diǎn)火焊接:點(diǎn)燃引火粉,引發(fā)焊接劑燃燒,操作人員應(yīng)站在模口側(cè)面。冷卻拆模:待銅液凝固后,打開(kāi)模具,取出焊接好的連接頭。 廣西銅絞線焊接模具瞬間高溫融合,放熱焊接模具以毫秒級(jí)速度締造零間隙焊點(diǎn)。

特點(diǎn)電氣性能優(yōu)良:能實(shí)現(xiàn)電纜導(dǎo)體之間的低電阻連接,減少接觸電阻,降低電能損耗,提高電纜線路的傳輸效率和穩(wěn)定性。機(jī)械強(qiáng)度高:熔接部位的金屬在高溫下融合,形成的接頭具有較高的機(jī)械強(qiáng)度,能夠承受電纜在運(yùn)行過(guò)程中的拉力、壓力等外力作用,不易出現(xiàn)松動(dòng)、斷裂等問(wèn)題。密封性好:配合合適的密封材料,可保證熔接部位的密封性,防止水分、潮氣等侵入電纜內(nèi)部,避免電纜絕緣性能下降,延長(zhǎng)電纜的使用壽命。可靠性高:采用模具進(jìn)行熔接,能夠保證每次熔接的質(zhì)量穩(wěn)定一致,減少人為因素對(duì)熔接質(zhì)量的影響,提高電纜連接的可靠性和安全性。
焊接操作過(guò)程加入焊粉:將適量的焊粉倒入模具的反應(yīng)腔中,焊粉的量要根據(jù)焊接接頭的大小和模具的容量來(lái)確定,一般以填滿反應(yīng)腔并略有余量為宜。放置引燃劑:將引燃劑放置在焊粉的適當(dāng)位置,通常是在焊粉的頂部或一側(cè),以便能夠順利引燃焊粉。引燃反應(yīng):使用點(diǎn)火工具(如點(diǎn)火)點(diǎn)燃引燃劑,引燃劑燃燒產(chǎn)生的高溫會(huì)引發(fā)焊粉發(fā)生劇烈的放熱反應(yīng)。此時(shí),模具內(nèi)會(huì)產(chǎn)生大量的熱量,使焊粉迅速熔化并發(fā)生冶金反應(yīng),生成高溫的熔融金屬。完成焊接:熔融金屬在模具內(nèi)流動(dòng),填充焊接接頭的間隙,并與待焊接的金屬表面充分融合。待反應(yīng)結(jié)束后,讓焊接接頭在模具內(nèi)自然冷卻,冷卻時(shí)間根據(jù)焊接接頭的大小和材質(zhì)而定,一般需要數(shù)分鐘至數(shù)十分鐘不等。冷卻完成后,打開(kāi)模具,即可得到焊接好的接頭提高生產(chǎn)安全性:結(jié)構(gòu)設(shè)計(jì)合理,減少了生產(chǎn)過(guò)程中的安全隱患。

放熱焊接模具材質(zhì)的選擇對(duì)焊接質(zhì)量有至關(guān)重要的影響,具體體現(xiàn)在以下幾個(gè)方面:接頭成型形狀精度:質(zhì)量的模具材質(zhì),如加工精度高的高純石墨,熱穩(wěn)定性好,能在高溫下保持形狀,使焊接接頭精確成型,尺寸和形狀符合要求。若材質(zhì)熱穩(wěn)定性差,在鋁熱反應(yīng)的高溫下模具易變形,導(dǎo)致焊接接頭形狀不規(guī)則,影響后續(xù)使用。表面質(zhì)量:石墨等材質(zhì)表面光滑,且不易與金屬液發(fā)生粘連,能使焊接接頭表面光滑、無(wú)毛刺。而如果材質(zhì)耐磨性不足,表面易磨損,會(huì)使焊接接頭表面粗糙,甚至出現(xiàn)砂眼、氣孔等缺陷,降低接頭的力學(xué)性能和耐腐蝕性能。焊接強(qiáng)度熱量傳遞:導(dǎo)熱性良好的材質(zhì),如碳化硅,能將鋁熱反應(yīng)產(chǎn)生的熱量快速均勻地傳遞給待焊接金屬,使其充分熔化,與焊料良好融合,形成牢固的冶金結(jié)合,提高焊接強(qiáng)度。若材質(zhì)導(dǎo)熱性差,會(huì)導(dǎo)致金屬熔化不充分,焊接接頭出現(xiàn)未熔合等缺陷,嚴(yán)重降低焊接強(qiáng)度。技術(shù)成熟可靠,有完善的理論和實(shí)踐經(jīng)驗(yàn)支撐。廣西銅絞線焊接模具
優(yōu)化的流道設(shè)計(jì):使材料在模具內(nèi)流動(dòng)均勻,保證產(chǎn)品質(zhì)量。陜西高壓線纜焊接模具定制廠家
高純石墨優(yōu)點(diǎn):具有出色的耐高溫性能,能承受鋁熱反應(yīng)產(chǎn)生的極高溫度,在 2500 - 3000℃的高溫下仍能保持穩(wěn)定,不易熔化和變形;導(dǎo)熱性良好,可使熱量快速均勻地傳遞到待焊接金屬上,有助于金屬的熔化和融合;化學(xué)穩(wěn)定性強(qiáng),不易與焊接過(guò)程中的金屬液及周圍物質(zhì)發(fā)生化學(xué)反應(yīng),保證焊接質(zhì)量;加工性能較好,易于加工成各種復(fù)雜形狀的模具,能滿足不同焊接接頭的需求。缺點(diǎn):機(jī)械強(qiáng)度相對(duì)較低,在受到較大外力沖擊時(shí)容易破裂;耐磨性一般,頻繁使用后模具表面可能會(huì)出現(xiàn)磨損,影響焊接接頭的精度和表面質(zhì)量。適用場(chǎng)景:廣泛應(yīng)用于各種電氣設(shè)備的接地連接、防雷接地系統(tǒng)以及金屬管道的連接等領(lǐng)域,是目前放熱焊接模具中應(yīng)用為普遍的材質(zhì)之一。陜西高壓線纜焊接模具定制廠家




